
为了提高磨粉机的粉磨 , 粉磨系统工作状况的 控制,保证粉磨产品的质量合格稳定,在现代水泥的粉磨系统中已经越来越广泛地应用各种先进的自动化检测仪表和微机来进行自动控制。控制项目有;物料配比控制;磨粉机负荷控制;各部位气温;压力压差和料温控制;选粉机冷却风量控制;成品细度控制;粉磨系统机电设备启停顺序控制等。
物料配比控制是由微机根据各种原料的分析数据和半成品熟料的目标值进行自动配方计算,得出各种物料的配比。再通过生产成分或入磨前的混合料分析,准确及时地调节入磨物料酯保证产品的化学成分符合规定要求。
磨粉机自动控制有以下几种方式:
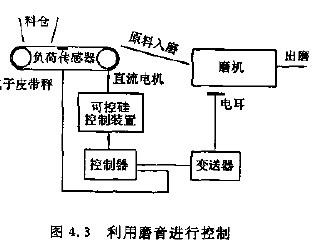
1、用“电耳”控制磨机的喂料:
单独用电耳控制磨机的喂料,由于磁阻式电耳的引进和生产,这种简单的控制方法也可以达到较好的 。图4.3表示了这种控制系统。它控制磨机的喂料使之正比于磨音,随着磨音的增大或减小,增加或减小磨机的喂料量。即磨音减弱时,意味着磨机的物料填充率过高,要减少喂料量;反之则增加喂料量。称量喂料装置采用电子皮带秤,它由直流电机拖动,通过皮带速度和负荷传感器的信号求得喂料量,用调节电机转速的方法改变喂料量。如水泥磨采用磨音信号 闭环调节,由于磨音对磨机负荷反应快,滞后时间短,用一般连续pi调节就可以满足要求。
2、提升机功率为主、磨音为辅的控制方式:
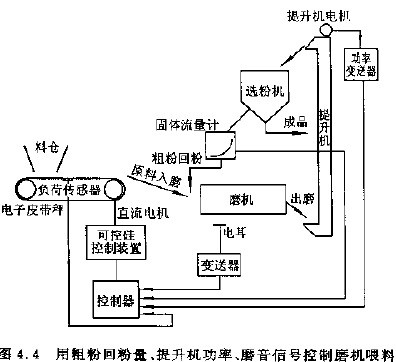
提升机拖动电机的功率减小时,就增加磨机的喂料量和增加磨机卸料量,使提升机功率消耗增加到整定值。若提升功率增加了,则调整过程与上述情况相反。图4.4去掉固体流量计表示了这种控制系统,图中电耳控制回路起监控作用。这是由于这种粉磨回路具有较长的时滞,所以要安装一台电耳,监视磨仓的物料填充率,防止粗磨仓喂料过大。电耳一旦发现磨内填充率超出某一数值,如磨音信号设定值的15%~20%,则自动切断提升机功率控制回路,接通电耳控制回路,待磨音正常后,系统又自动切换到提升机功率控制回路。由于系统滞后时间较长,选用的调节器要充分考虑这一工艺特点,用连续pi调节是不合适的。
3、磨音为主,提升机功率为辅的串级控制方式:
在这种控制方式中,若电耳信号减弱,磨粉机内填充率增高,说明原料易磨性变化,这时应减少喂料量。
但电耳调节器的输出同时又送到提升机功率回路的调节器,使该调节器的输出略有增加,主副调节器的输出通过乘法器相乘后输出。总的输出还是要减少,但比电耳单独作用要弱一些,这样做的目的是使调节作用平稳一些。
4、喂料量加粗粉回粉量等于常数的控制方式:
这种控制方式采用较多。当原料易磨性变差时,回粉量就增加,这时若不减少喂料量,将导致闷磨, 保证不了磨内适当的填充率;反之,将降低磨内填充率,使磨机的生产能力得不到充分利用,增加电耗。这里要注意的是回粉的粗粉与原料的易磨性是不一样的。所以,并不是回粉量增加多少,喂料量就减少多少,而是要对回粉量和喂料量分别考虑系数后再相加。当磨粉机发生闷磨时,控制装置应不考虑回粉量的下降,而自动采取措施,使喂料量下降,直到磨机 ,再转入正常控制。
5、喂料量等于常数的控制方式:
采用这种方式的人认为,传统的磨粉机负荷控制方式有如下缺点:
由于原料易磨性变化,使循环负荷大幅度波动,导致喂料量大幅度波动,严重时导致闷磨和空磨,降低了粉磨效率;由于循环负荷的波动,使成品细度也随之波动,循环负荷大时,细度细,反之,细度变粗;可采用使喂料量保持不变的控制方式,喂料用电子皮带秤采用定值控制保证喂料量不变,定量值根据经验确定。通过调节选粉机转速,建立提升机功率或回粉量的定值调节系统。采用回粉量定值调节时,由于滞后时间较短,可选用连续调节器。
磨粉机负荷自动控制系统都要求控制喂料量的大小。无论水泥磨还是生料磨,几种原料要按一定配比同时喂入,这就要有不同规格的几台喂料装置共同完成这一任务。在调节喂料量的同时,必须保证原料配比不变。这所以在调节总喂料量的信号与各喂料装置之间,要有比率控制装置。由比率控制装置所要求的比率,输出几个不同的信与,去分别控制各个喂料装置。由于电子皮带秤的喂料量与控制信号大小之间存在线必关系,因此,电子皮带秤是最常用的喂料设备。各种原料的酯可由人工输入。如果有质量控制系统,的分析结果,直接控制喂料装置,将进一步保证原料酯的准确性。
1、磨粉机温度控制
磨粉机系统温度控制的目的,是为了保持良好的烘干及粉磨作业,保证成品水分达到规定要求。
烘干粉磨磨机系统的温度控制,大都采用单回路自动调节系统。对磨机成品水分的控制可能有两种方法;一种是根据原料及成品水分,通达调节系统排风机的风口,改变入磨热风量,控制烘干作业;另一种是通过改变热风管道上的冷风门,调节入磨热风温度,控制烘干作业。
2、磨粉机压力控制
磨粉机系统压力控制的目的是为了检测各部位通风情况,及时调节,满足烘干及粉磨作业要求。磨机出入口负压差表征磨内通风阻力大小,压差增大表明磨内可能负荷过大或隔仓板篦缝可能发生堵塞。其它任何两点间的压差有较大变动,都表明两点间阻力的变化。一般在生产情况基本正常,压差变化不大时,可适当调节排风机的风六;压差变动过大时,则需要及时 设备状况,予以及时消除。
3、开车喂料程序控制
对磨机启动时的喂料程序控制的目的,是为了避免磨机启动时,由于喂料不当发生磨满堵塞。该程序控制可以保证对磨机的喂料量均匀地进行,按一定程序逐步加大, 操作。控制 是在磨机启动后,检测出它的负荷值,用计算机按一定数学模型运算处理,向喂料调节器送出喂料量的目标值,使之逐步增大喂料量,直至磨机进入正常状态为止。



